
高精度针孔检测设备
More >>
您所在的位置: > 新闻中心>基于线扫描相机的表面缺陷检测系统
2022-11-10 14:28:10
表面缺陷检测系统也叫表面质量检测系统或者表面质量检测设备。
应用的领域十分的广泛,我例举一下最主要的吧,钢铁冶金,有色金属加工,高精铜板带,铝板带,铝箔,不锈钢制造,电子素材,无纺布,织物,玻璃,纸张,薄膜。
表面检测的市场是十分巨大的,简单举个例子,拿一个 年产量在1000万吨的钢铁公司来说,这家公司的可利用表面检测设备的市场大概为1.5~2亿人民币。
为什么要使用表面缺陷检测系统呢?
–保证产品质量,改善生产工艺,减少人工成本
线扫描表面缺陷检测系统主要构成:
视觉采集部主要包括线阵相机,镜头,光源,图像采集卡。
系统支架部分包括:相机支架,光源支架,和操作台支架。
电气部分(通信/控制部)包括编码器,运动控制卡或者PLC,也有可能会有马达等。
其他:各种电线电缆,CL线啊,电源线啊,各种SMPS啊,照明控制器啊等等。
还有PC。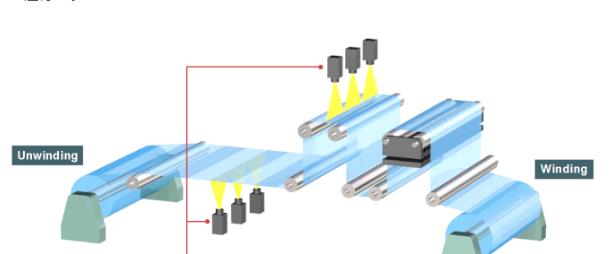
简单介绍下主要配件:
线扫描相机
一般主流的分辨率为1024,2048,4096,6144,8192,12288,16384
最重要的是分辨率和相机的行频。
说到行频就肯定和接口有关系了,接口主要有RS接口,LVDS,Channellink(这几种目前几乎都不用了),目前主流GIGE,Cameralink(标准),1394,还有各种高速接口,HSlink,coaxlink等等。
主要的区别就是在数据的传输量和传输距离上(希望有群友搞下这些传输线的对比图)。
相机的输出形式好像在另一帖子也有描述,这里就不多讲了。
相机的触发模式主要是内触发和外触发,在表面检测应用时几乎都采用外触发,通过外部编码器的脉冲控制相机的扫描频率。
相机最大行频计算: 最大行频=datarate/相机分辨率
举例说明,相机datarate为80Mhz,像素为4096×1 那么行频=80M/4096=19000行/秒
此相机最高速度可以采取19000行每秒
lineperiod的计算: 1秒/最大linerate(19000)= 53us
意思是相机扫描一条线需要大概53us(最大行频情况下)
关于相机视野(FOV)的计算,这个在镜头选型的帖子中也有体现
视野(FOV)= 像元大小×像元个数×WD(工作距离)/FL(镜头焦距)
图像采集卡:我理解的采集卡主要是用来收集数据,控制相机的,图像采集卡的最大数据采集量要大于相机的最大datarate.
镜头:主要是根据视野和相机接口来选择,这里不多讲了。焦距长景深就深。接口主要是F和C,nikon和转的。
光源:线扫描光源也有很多种,高频荧光灯,卤素灯,疝气灯,小颗粒密集LED,大颗粒单排LED,小颗粒高亮度LED,激光光源。 目前的主流还是LED,比较重要的参数就是lux和寿命,LED都是高频的,不用担心频率不够会导致取像的每条线亮度不均。
光源的打光方式有很多种,在以前的文章已经介绍。打光方式主要和检测缺陷的对象有关系。缺陷有凹凸的情况出现时得需要暗场(漫反射),还和被测产品的透射率有关,对于透射率高于80%的只能有透过光。
系统支架就不做多介绍了,但是要保证精度。相机和光源的支架也可以选择通过马达来控制。
运动控制方面:如果上位通信多的情况可以采用PLC,通信少的情况可以使用一般的数字i/o处理。
PC的选择,工业电脑,server和一般组装PC,我们现在用一般组装电脑,因为在维修的时候工业电脑的应对时间很慢,没办法,使用组装电脑的话如有配件损坏可以及时维修。电脑性能的选择和所处理影像的量和软件的计算量有关系,也不多讲了。
编码器:编码器通过采集生产线的速度获得电子脉冲传送给采集卡或者直接至相机,然后相机通过脉冲控制扫描量。
一般编码器采取的信号是linedriver信号,一般TTL信号,如果是多目相机的话可以使用脉冲分配卡,将获得的脉冲信号重新发给各个相机,主要的信号种类有TTL,ITTL,DIfferentioal。
拿光圈编码器为例,一般安装在生产线的辊子上,辊子没转一圈,编码器产生固定的脉冲,然后相机依靠脉冲取像。
主流的几家线扫描和采集卡制造商都有控制行频的功能
如euresys的 linepitch, encoderpitch功能。
dalsa的 shaft encoder功能
basler的 prediver,multiply,postdiver功能
都是通过对编码器的脉冲进行除法和乘法获得新的脉冲值控制相机的扫描频率。
再就是软件方面了,这个也没啥讲的,每家公司的软件都不同。
做表面缺陷检测系统必须了解的几个参数
1、被测产品最大生产速度
2、被测产品宽度
3、需检测最小缺陷大小
其他:产品特性(厚度,透光率),生产环境,安装位置等
表面检测设备的重要参数
检测率,分类率,便利性,配件寿命。






